Chemiczne czyszczenie chłodnic central wentylacyjnych
Chemiczne czyszczenie chłodnic central wentylacyjnych w praktyce
W centralach wentylacyjnych zazwyczaj woda lodowa WL ma inne parametry, niż gorąca woda CT w układzie nagrzewnic. Woda lodowa nie jest pozyskiwana z sieci ciepłowniczej, jak to ma często miejsce w budynkach wielkopowierzchniowych, ale jest to najczęściej surowa woda wodociągowa, czasem z dodatkiem antyskalantów powstrzymujących krystalizację soli i hamujących powstawanie kamienia wodnego lub dodatkiem inhibitora korozji. Niestety większość starszych instalacji WL wykonanych z rur ze stali czarnej metodą spawania nie było – przed napełnieniem wodą – poddanych trawieniu i pasywacji.
Skutkiem tego są zachodzące w nich procesy korozyjne – zdjęcie 1, które powodują, że cyrkulowana w instalacji woda, jaka po próbie ciśnieniowej została pozostawiona w instalacji „stając się” automatycznie wodą lodową, z czasem ulega degradacji i przypomina bardziej rozwodnione błoto – zdjęcie 2. Oprócz związków tworzących kamień wodny woda taka przepływając w wysokich budyniach po większym ciśnieniem porywa produkty korozji, które w formie tzw. ścieru metalicznego krążą w instalacji i osądzają się w najniższych odcinkach rur lub tzw. odcinkach zasyfonowanych – zdjęcie 3, zmniejszając jej przepływ.



W zaistniałej sytuacji cały układ chłodzenia jest niewydajny, a przy tym bardzo energochłonny. Mimo pracy agregatu chłodniczego i sprężarek czynnika chłodniczego, pomp obiegowych instalacji wody lodowej i wentylatorów w centralach oraz pomp przy chłodnicach, cały układ nie odbiera ciepła z budynku.
Agregaty wody lodowej coraz częściej posadowione są na dachach, a centrale wentylacyjne na niższych kondygnacjach. Jest to spowodowane zabezpieczeniem rur i chłodnic przed zamarzaniem wody, a także chęcią uniknięcia potrzeby stosowania drogich roztworów ekologicznego glikolu. Ponadto zazwyczaj rozprowadzenie rur zasilania chłodnic i powrotnych z chłodnic do rury głównej odbywa się pod sufitem pomieszczenia central wentylacyjnych, w wyniku czego powstaje idealny syfon.
Taka architektura układu sprawia, że ścier metaliczny przepływający w wodzie lodowej chętnie napływa z góry na dół do chłodnic, ale już niechętnie z nich wypływa, gdyż na przeszkodzie ma siłę grawitacji.
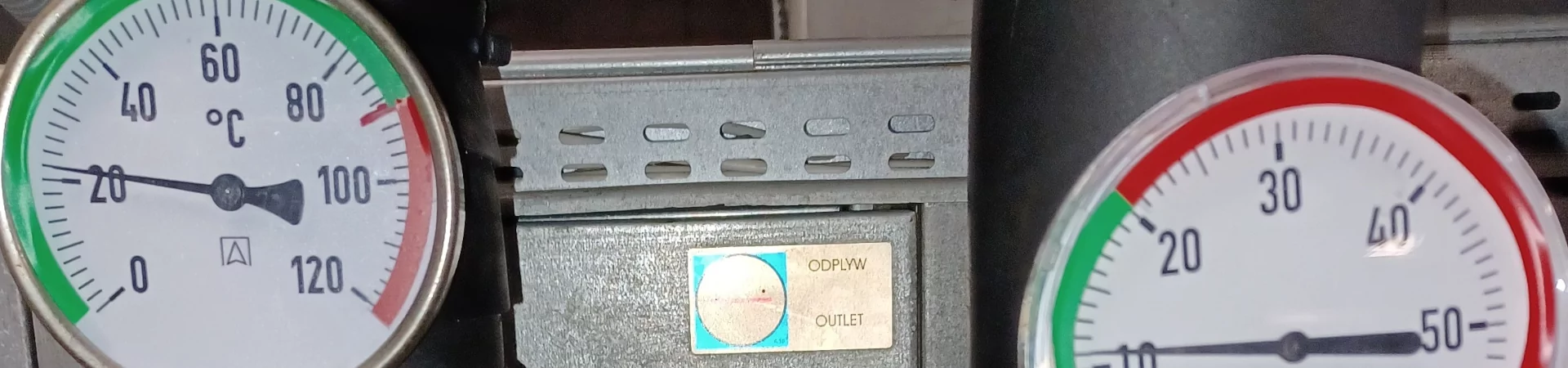
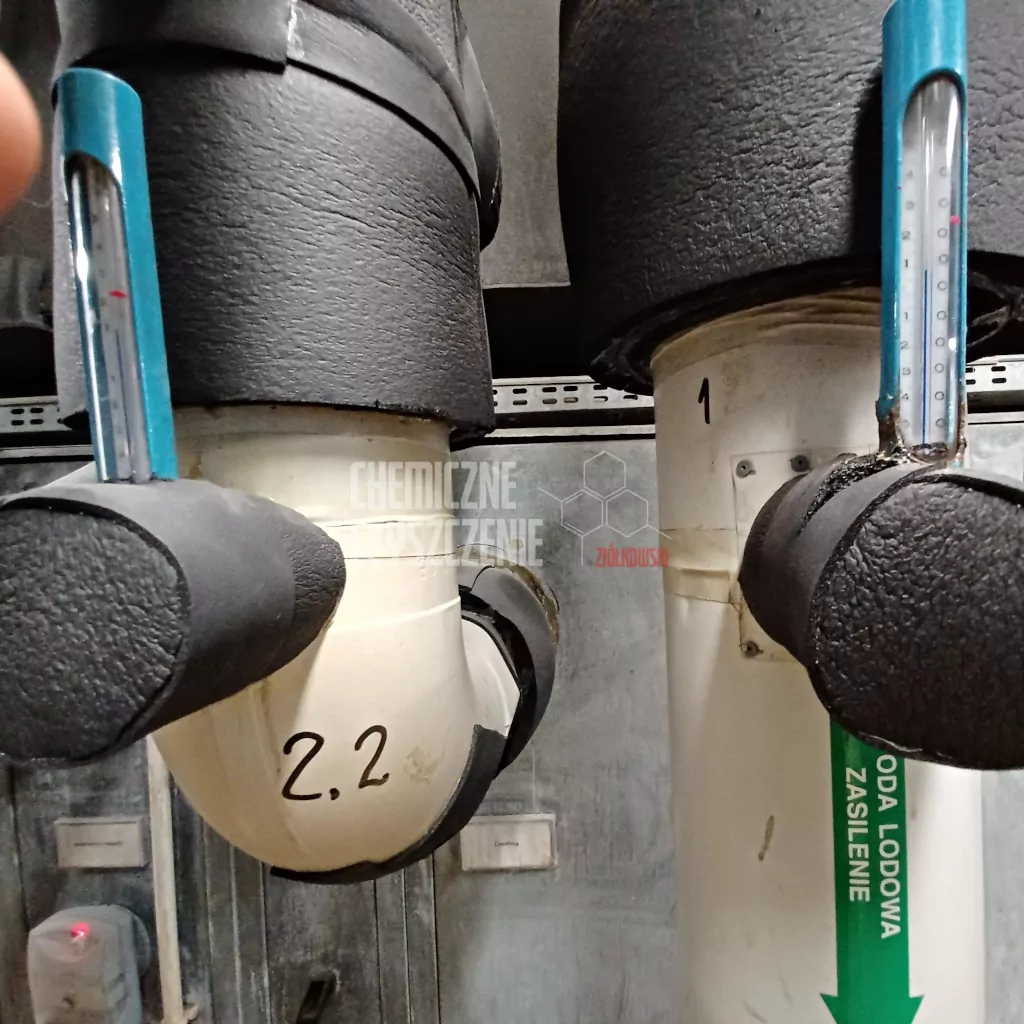
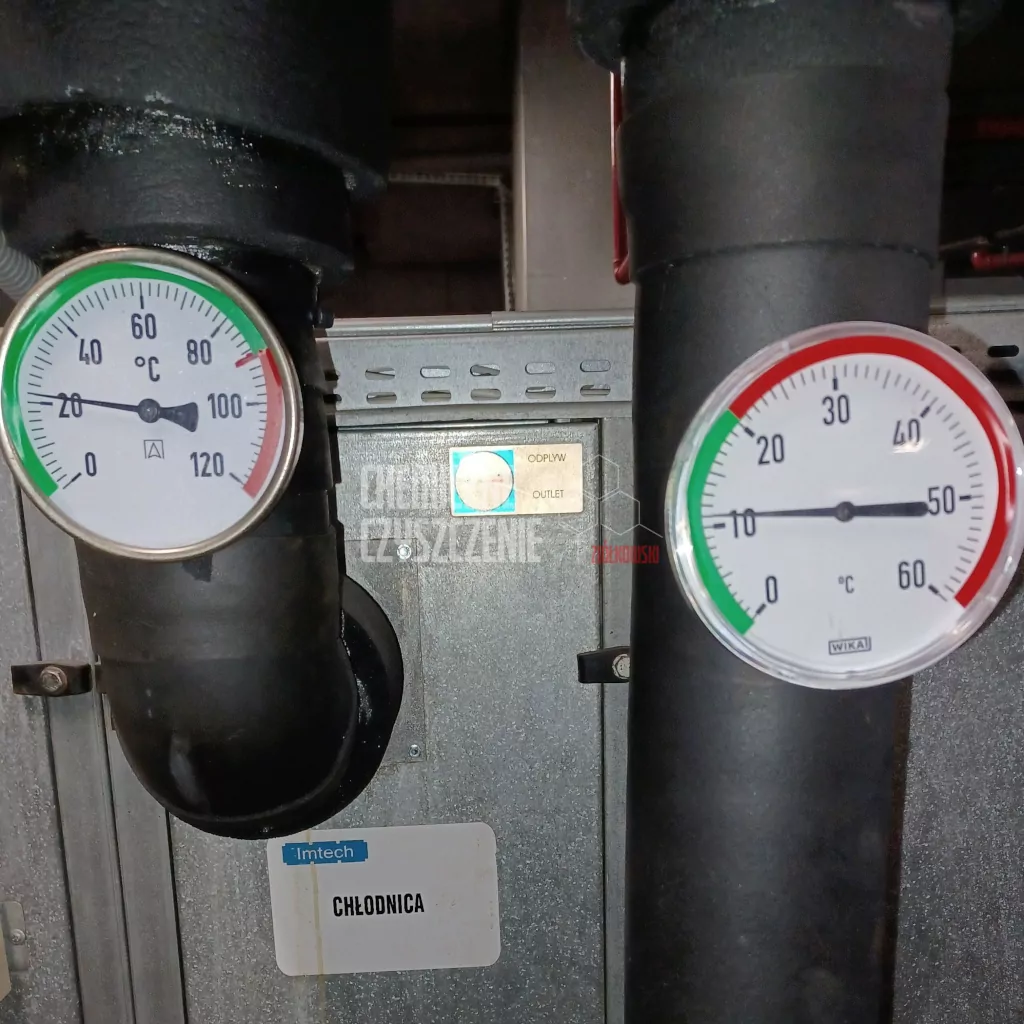
W ten sposób z czasem chłodnice stają się dodatkowymi „odmulaczami”, a gromadzący się w nich osad jest przyczyną znacznie mniejszego przepływu wody lodowej i w konsekwencji braku odbioru ciepła z kanałów wentylacyjnych. Taką skrajna sytuacje obrazuje zdjęcie 4, gdzie termometry na zasilaniu chłodnicy i wyjściu WL z chłodnicy wskazują taką samą temperaturę wody.
Kolejnym problemem występującym w instalacji WL jest duża wielkość zładu. Wraz z modernizacją i rozbudową instalacji podłączane są do niej kolejne agregaty chłodnicze, kolejne setki metrów rur i kolejne chłodnice w centralach. W ten sposób z czasem powstaje olbrzymi zład, którego nie sposób jest wyczyścić, ponieważ wiązałoby się to z wymienną całej wody i zatrzymaniem pracy urządzeń na kilka dni. W halach fabrycznych pracujące maszyny, ludzie oraz zapalone oświetlenie emitują tak dużo ciepła, że centrale musza praktyczniej pracować bez przerwy.
W tej sytuacji pozostaje jedynie okresowo odkamieniać zewnętrzną powierzchnię rurek miedzianych strony gazowej (powierzchnię wymiany ciepła) w płaszczu parowników chillerów przez które przepływa woda lodowa oraz wężownice chłodnic. Wszędzie tam powstaje osad kamienia wodnego, który staje się skutecznym izolatorem odbioru ciepła przez wodę. Najszybciej odkamienienie takie można wykonać poprzez chemiczne czyszczenie parownika oraz chemiczne czyszczenie chłodnic w centralach wentylacyjnych, po wcześniejszym zamknięciu zaworów na zasilaniu i powrocie. Oczywiście warunkiem niezbędnym, aby takie czyszczenie wykonać jest sprawność i szczelność zaworów klapowych, by odizolować czyszczone urządzenia, przez które zamiast wody lodowej muszą być cyrkulowane roztwory czyszczące.
Powyższy tekst i załączone zdjęcia obrazują skalę wyzwań, jakie należało pokonać, abym w ciągu 4 dni roboczych wykonał czternaście chemicznych czyszczeń chłodnic central wentylacyjnych i jedno chemiczne czyszczenie dużego parownika agregatu chłodniczego TRANE.
Chemiczne czyszczenie chłodnic central wentylacyjnych natychmiast poprawia komfort pracy w gorące dni. Przyczynia się do tego przede wszystkim odkamienienie powierzchni wymiany ciepła i przywrócenie nominalnego przepływu wody w rurkach chłodnic i w płaszczu parownika, czego natychmiast widocznym efektem jest wzrost różnicy temperatury WL na wejściu do chłodnicy i temperatury WL na wyjściu z chłodnicy – zdjęcie 5
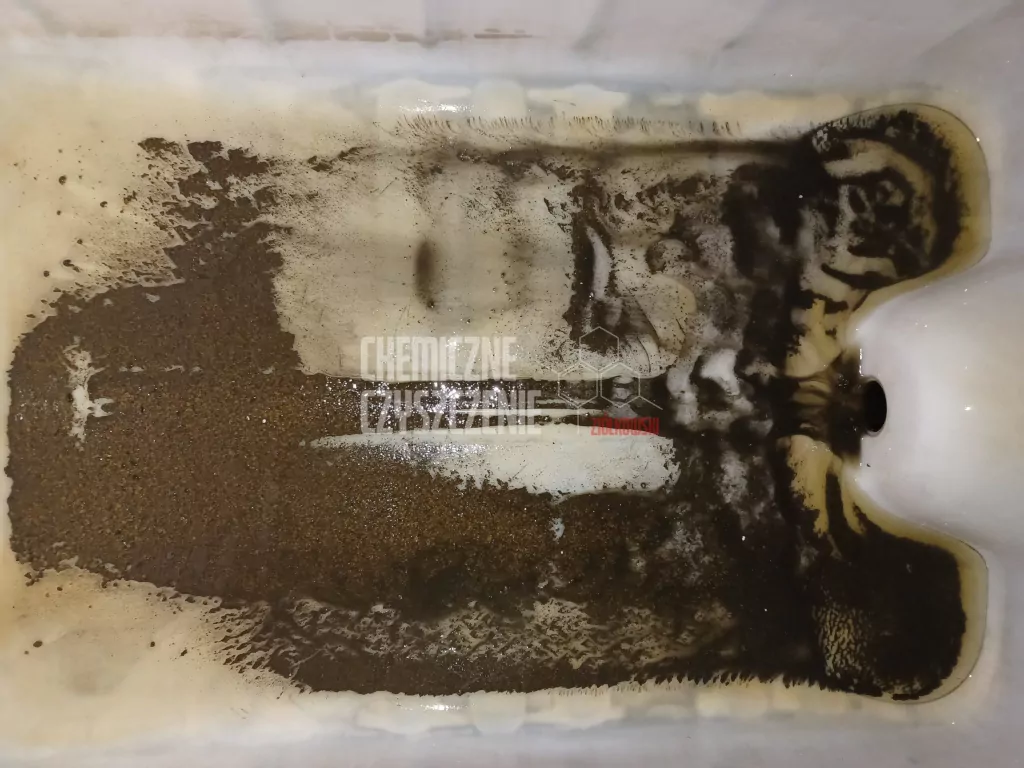
Na uwagę zasługuje ogromna ilość nierozpuszczonych frakcji kamienia wodnego i ścieru metalicznego, jaki po spuszczeniu wody ze zbiornika zarobowego instalacji pomocniczej osiadł na dnie – zdjęcie 6.
Powstał on podczas cyrkulacji zaledwie 280 l roztworu. Dodatkową trudnością jaką musiałem pokonać podczas czyszczenia był brak dostępu do wody i brak kanalizacji w pomieszczeniu central wentylacyjnych, gdzie skropliny odprowadzane były bezpośrednio do separatora wody czystej, używanej w kolejnych procesach technologicznych. W tej sytuacji byłem zmuszony dowozić ciepłą i zimną wodę w paletopojemnikach o pojemności 600 l, a zneutralizowany roztwór poreakcyjny wypompowywać do kanalizacji – zdjęcie 7.